
สินค้าและบทความเทคนิค
PLC คืออะไร? คัมภีร์ระบบควบคุมอัตโนมัติฉบับสมบูรณ์ที่สุด (เจาะลึกโครงสร้าง, วิธีการเขียนโปรแกรม และแนวทางการเลือกซื้อสำหรับโรงงาน)

มิ.ย.
ในโลกของอุตสาหกรรมยุคใหม่ที่มุ่งไปสู่ Industrial Automation และ Smart Factory ความต้องการเพิ่มประสิทธิภาพในการผลิตและการลดต้นทุนคือโจทย์หลักของทุกโรงงาน และหัวใจที่เป็นแกนหลักคอยควบคุมเครื่องจักร ระบบสายพาน หรือเครื่องมือวัดต่างๆ ในโรงงานก็คือ PLC (Programmable Logic Controller)
บทความยาวพิเศษฉบับนี้จะพาคุณไปเจาะลึกทุกแง่มุมของ PLC ตั้งแต่โครงสร้างฮาร์ดแวร์ การทำงานของระบบปฏิบัติการภายใน ภาษาที่ใช้ในการเขียนโปรแกรม ไปจนถึงคู่มือการเปรียบเทียบและการเลือกซื้อเพื่อให้เหมาะกับโรงงานของคุณอย่างละเอียดที่สุด
บทที่ 1: PLC คืออะไรและแตกต่างจากไมโครคอนโทรลเลอร์อย่างไร?
PLC (Programmable Logic Controller) คือคอมพิวเตอร์ที่พัฒนาขึ้นมาเพื่อใช้ควบคุมลอจิกในงานอุตสาหกรรมโดยเฉพาะ แตกต่างจากคอมพิวเตอร์ตามบ้านและบอร์ดไมโครคอนโทรลเลอร์ทั่วไป (เช่น Arduino หรือ Raspberry Pi) ในด้านความทนทานและความน่าเชื่อถือ (Reliability) PLC ได้รับการออกแบบมาเพื่อทำงานภายใต้แรงสั่นสะเทือน ฝุ่นละออง ความชื้น และสัญญาณรบกวนทางไฟฟ้ากระชากที่เกิดขึ้นตลอดเวลาในโรงงาน
ข้อเปรียบเทียบที่สำคัญ:
- PLC: มีระบบป้องภัยในตัวระดับอุตสาหกรรม ทนไฟ 24VDC หรือ 220VAC มีมาตรฐาน IP รองรับการทำงาน Real-time
- Microcontroller: มักรันที่แรงดัน 5V หรือ 3.3V อ่อนไหวต่อสัญญาณรบกวนสูง เหมาะสำหรับงานต้นแบบหรืองานอิเล็กทรอนิกส์ทั่วไป
บทที่ 2: โครงสร้างฮาร์ดแวร์และการทำงานของ CPU ภายใน PLC
สถาปัตยกรรมภายในของ PLC ประกอบด้วยหลายส่วนที่ทำหน้าที่ร่วมกันประสานงานอย่างมีลอจิก:
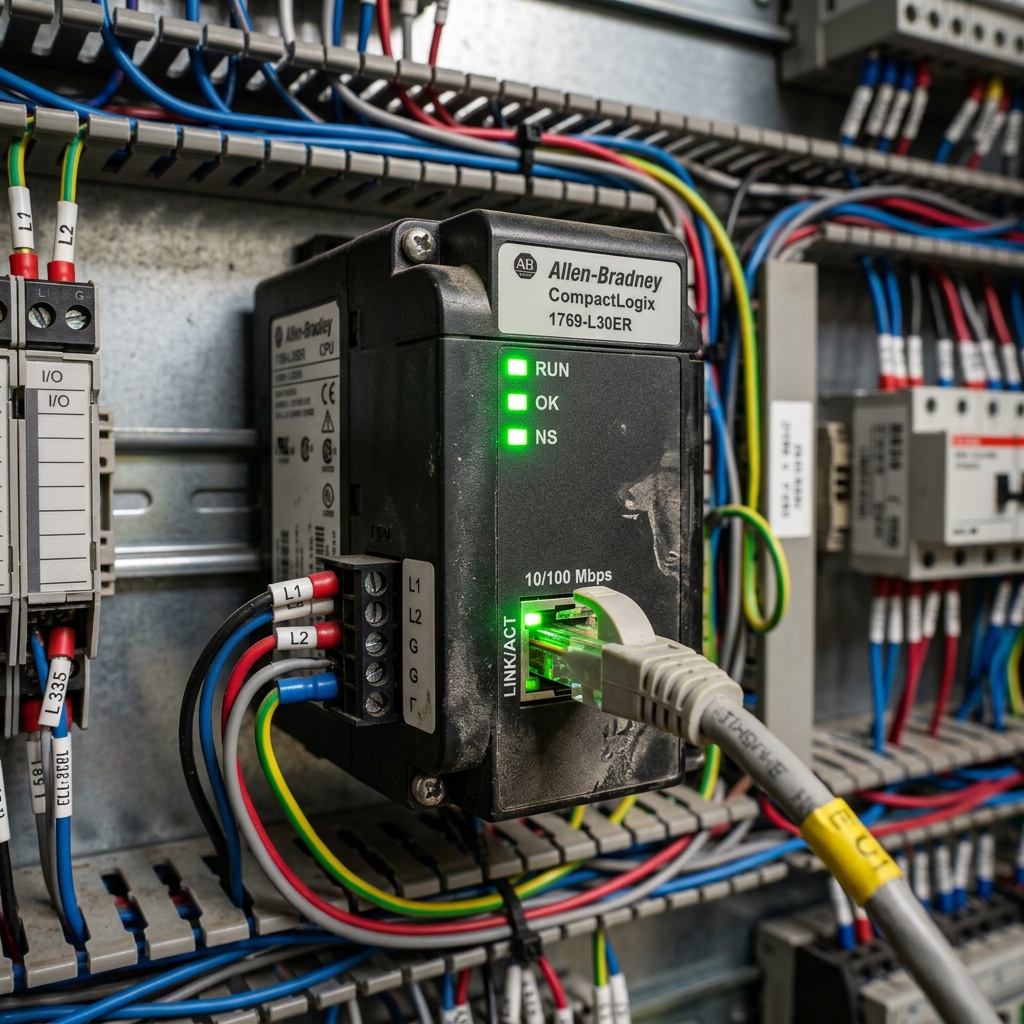
ส่วนประกอบหลักภายในของระบบ PLC:
- หน่วยประมวลผลกลาง (CPU): เปรียบเสมือนสมองใหญ่ คอยประมวลผลโค้ดโปรแกรมลอจิก และควบคุมงานในหน่วยความจำ RAM และ EEPROM
- ภาคอินพุตและเอาต์พุต (I/O Modules): รับสัญญาณจากภายนอกและแปลงค่าส่งสัญญาณแรงดันไฟไปควบคุมเครื่องจักร
- แหล่งจ่ายไฟ (Power Supply Module): ทำหน้าที่แปลงแรงดันไฟฟ้าภายนอกให้อยู่ในระดับต่ำเพื่อเลี้ยงบอร์ดประมวลผล
บทที่ 3: ระบบการเดินสายไฟฟ้าและโมดูลอินพุต/เอาต์พุต (I/O Wiring)
ระบบสัญญาณอินพุตและเอาต์พุตมีทั้งแบบดิจิทัล (Digital I/O) เช่น ปุ่มกด สวิตช์ และแบบอนาล็อก (Analog I/O) เช่น เซนเซอร์วัดแรงดัน อุณหภูมิ และระดับความเร็ว การจัดวางและเดินสายไฟในตู้คอนโทรลอย่างถูกวิธีจึงเป็นกุญแจสำคัญให้สัญญาณเสถียรและทำงานได้ปลอดภัย
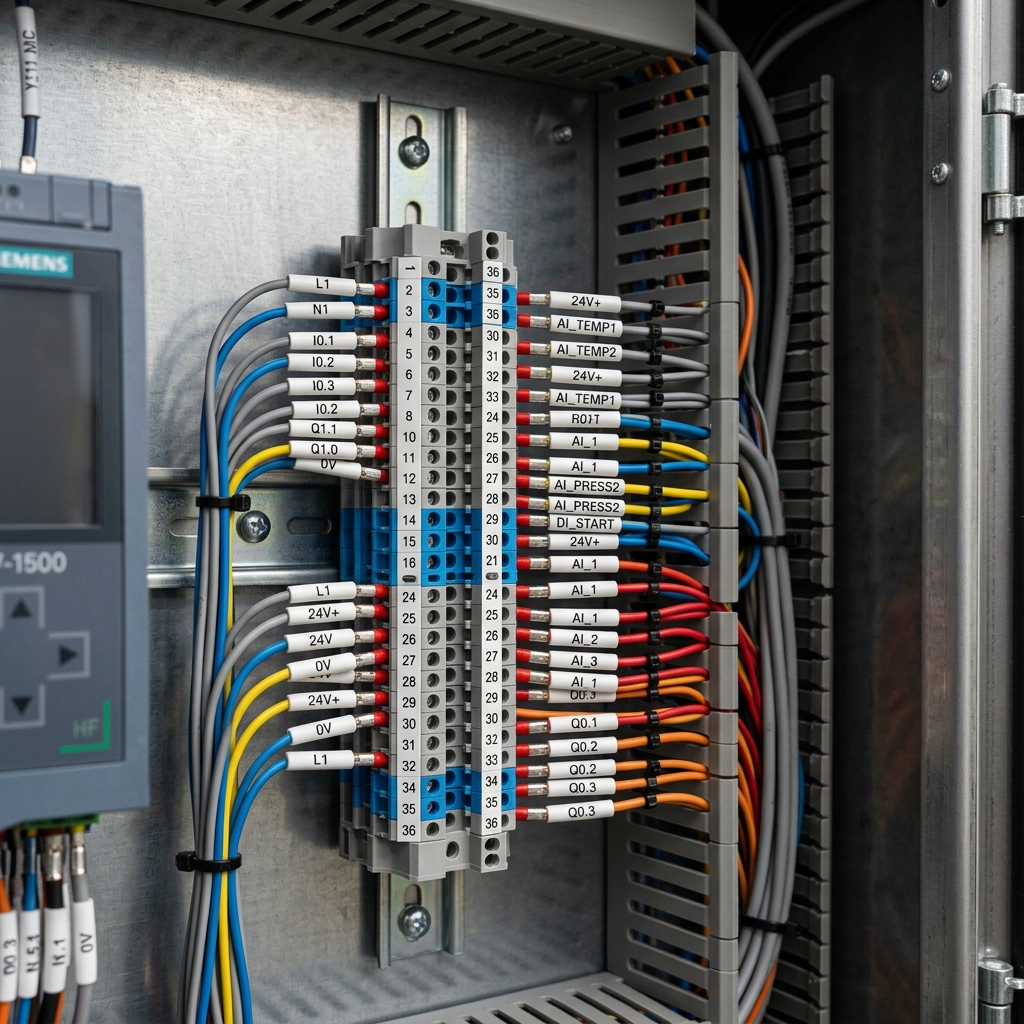
ประเภทโมดูลสัญญาณที่สำคัญ:
- Digital Input/Output: รับส่งสัญญาณไฟเปิด-ปิด (0 หรือ 24VDC) สำหรับสวิตช์และโซลินอยด์วาล์ว
- Analog Input/Output: รับส่งสัญญาณไฟฟ้าที่แปรผันอย่างต่อเนื่อง เช่น กระแสไฟ 4-20mA หรือแรงดัน 0-10V สำหรับเซนเซอร์วัดค่าความดัน
บทที่ 4: การเชื่อมต่อควบคุมร่วมกับหน้าจอสัมผัส HMI และระบบควบคุมระยะไกล
ในการควบคุมและแสดงผลจริง ผู้ปฏิบัติงานจำเป็นต้องโต้ตอบและรับคำสั่งการทำงานของ PLC ผ่านหน้าจอ HMI (Human Machine Interface) เพื่อเปลี่ยนพารามิเตอร์หรือติดตามสถานะแบบเรียลไทม์ และระบบ SCADA ขนาดใหญ่เพื่อบันทึกข้อมูลการผลิต

โปรโตคอลการสื่อสารยอดนิยมในโรงงาน:
- Modbus RTU / Modbus TCP: โปรโตคอลมาตรฐานที่เรียบง่ายและแพร่หลายที่สุด
- Profinet และ EtherNet/IP: ความเร็วสูงและจัดการข้อมูลขนาดใหญ่ได้ดี เหมาะกับแบรนด์เยอรมันและอเมริกา
บทที่ 5: การติดตั้ง การบำรุงรักษา และการแก้ไขปัญหาระบบควบคุม PLC
เพื่อให้ PLC ทำงานได้อย่างต่อเนื่องไม่มีสะดุด การบำรุงรักษาเชิงป้องกัน (Preventive Maintenance) จึงเป็นสิ่งจำเป็น เช่น การตรวจเช็กสภาพตู้คอนโทรล การวัดแรงดันไฟเลี้ยง และความชื้นสะสม

คำแนะนำการซ่อมบำรุง:
- ตรวจสอบพัดลมระบายอากาศในตู้เพื่อป้องกันไม่ให้ CPU ร้อนเกินไป
- เช็กแบตเตอรี่สำรองข้อมูลหน่วยความจำทุกๆ ปี เพื่อป้องกันโปรแกรมสูญหาย
- ทำความสะอาดฝุ่นไฟฟ้าที่เกาะตามแผงวงจรเพื่อลดโอกาสไฟฟ้าลัดวงจร
บทสรุปและการบริการวางระบบอัตโนมัติ
การนำระบบ PLC มาประยุกต์ใช้งานอย่างเชี่ยวชาญช่วยลดอัตรา Downtime ของโรงงาน และเพิ่มประสิทธิภาพการผลิตได้อย่างสูงสุด
สนใจออกแบบระบบไฟฟ้า ตู้ควบคุม PLC (Mitsubishi, Siemens, Delta) เขียนหน้าจอ HMI หรือปรับปรุงเครื่องจักรแบบอัตโนมัติ สามารถติดต่อสอบถามขอคำปรึกษาได้ที่ บริษัท วีอาร์ ออโตเมชั่น จำกัด โทร 083-848-8314 หรือ LINE ID: @vrautomation ได้เลยครับ!